一.用途
劲马提供塑料撕碎机、塑料切线机,切线机适用于玻纤、矿物、增强塑料、橡胶共混物、PVC、PBT、PA、PP、PE、PS、PET、ABS等造粒。
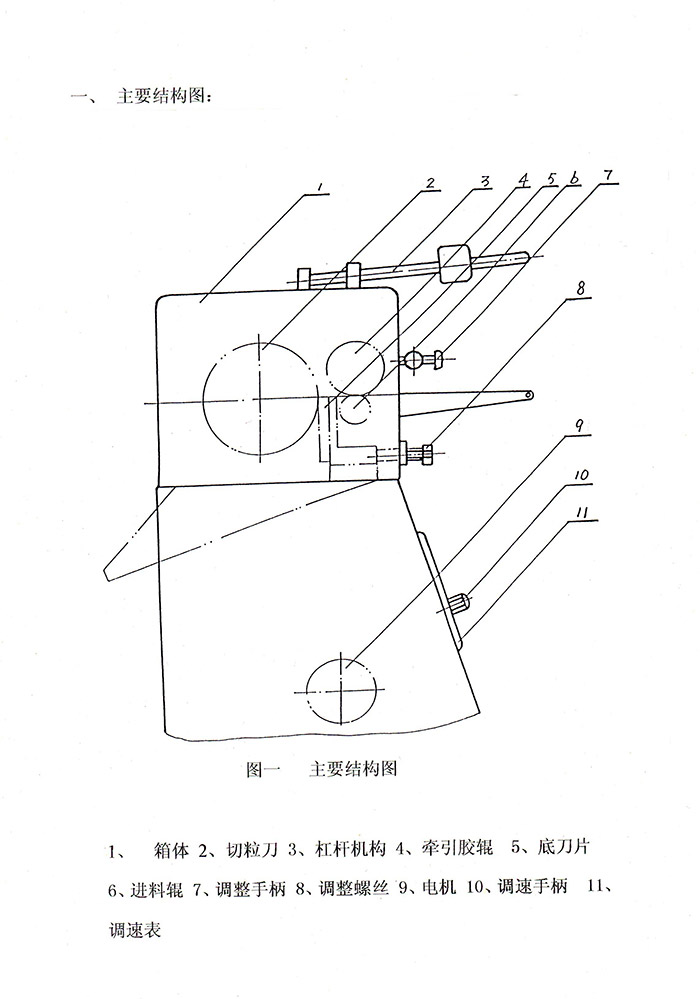
二.主要结构说明
1.采用无级调速水冷拉条切粒,无声齿轮传动,具有性能稳定、操作方便等优点,系节能产品。
2.切粒滚刀(2)与底刀片(5)调整间隙在0.06~0.12范围内(用厚薄规测量)。
3.牵引部分 胶辊(4)压紧部位,采用杠杆机构(3)或弹簧压紧机构。杠杆机构特点:处理临时故障迅速,还可根据所需压力的大小,随时调整配重铁在杠杆上的位置,实现所需要的压力。(压力调整不要过大或过小)
4.调整手柄(7)用来控制塑料条进料位置,实现牵引胶辊(4)与进料辊(6)能得到均匀磨损,延长部件的使用寿命。
5.调整螺丝(8)用来调整底刀片(5)与切粒刀(2)的间隙(在0.06~0.12范围内),共有四个调整螺丝,其中中间两个往外拉,两边两个往里推。
6.调速手柄(10) 调节调速手柄可实现与挤出机匹配的适当的速度。
7.该机在使用安装时,可不打基础,找好地平面四脚平稳落地即可。地面不得有明显倾斜。
三.生产使用
开机前,先检查机器的轴承、齿轮润滑、切刀刃的间隙、三角皮带的松紧程度必须处于良好状态,再试车检查,认可后按下述程序操作:
1.按下启动开关(绿色),启动电机.
2.拨上调速表开关(ON),切粒机调速表带电.
3.缓慢顺时针旋转调速旋钮,观察旋转切刀的转向和间隙正常后,调整切刀转速达300rpm左右。
4.将小于4mm的塑料条,平行送入切粒机口开始切粒。
5.观察塑料条的粗细程度,连续调节切粒机转速,直至料条直径为3mm为止。
6.调节挤出机产量时,必须同时调节切粒机转速,使料条直径保持3mm左右的正常粒形。
7.生产结束之前,挤出机降速减量,切粒机应同步减速。
8.停车前,必须将调速旋钮转到0位,再关掉调速表开关至(OFF),停掉电机,最后再按下停止开关(红色),切断电源。
9.注意事项:
(1)同时切粒的料条粗细差别不能大于1mm,不然细条牵引力不足而打滑,切成过短粒子,成为等外品,甚至细条无牵引力而不走,因而造成“乱条”现象,影响正常生产。
(2)注意上胶辊胶面温度不得超过80℃,如果温度过高,必须采取措施降低塑料条的温度。